Le taraudage en matrice consiste à former des filets dans une pièce tôle pressée sans que la pièce quitte la matrice. Cet article couvre le principe, la différence avec le taraudage classique et les avantages.

Qu'est-ce que le taraudage en matrice ?
En production classique, la pièce est d'abord découpée et formée à la presse, puis taraudée sur une machine séparée. Le taraudage en matrice supprime cette seconde étape : l'unité est intégrée à la matrice et la pièce est finie à la presse.
Comment ça marche ?
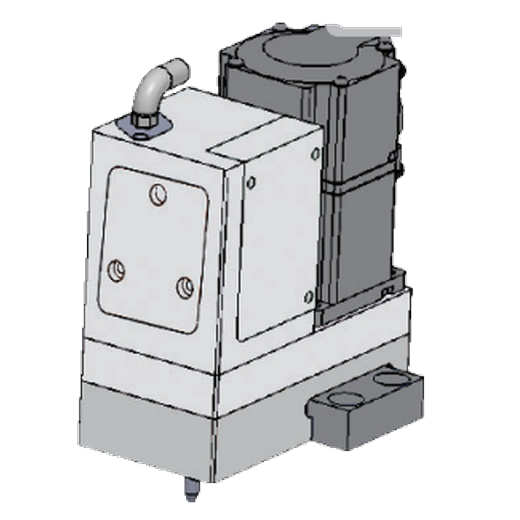
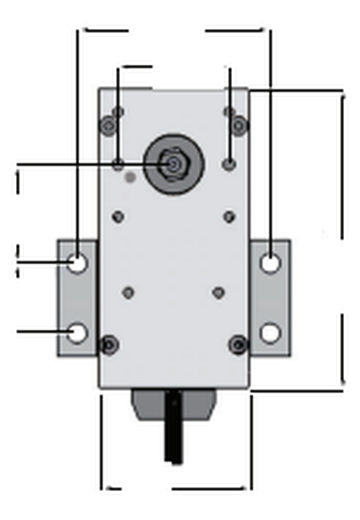
L'unité à servomoteur fonctionne indépendamment de la course de presse. Quand la presse positionne la pièce, l'unité s'engage et forme le filet avec un taraud par formage. Le cycle comprend quelques étapes électroniquement contrôlées :
- Synchronisation avec la presse (jusqu'à 32 SPM)
- Le servomoteur contrôle chaque pas de filet
- Vérification du filet par signal capteur
- Le taraud se rétracte plus vite qu'à l'avance
Différence avec la méthode classique
En taraudage classique, la pièce quitte la presse, est manipulée, repositionnée sur une seconde machine et taraudée. Chaque bridage supplémentaire signifie du temps et un risque d'erreur de position. En matrice, la pièce ne bouge pas ; la précision est garantie par la matrice.
Avantages clés
Une seule opération ; moins de main-d'œuvre, moins de manutention et zéro machine secondaire. Le taraud par formage ne produit pas de copeaux, l'usage en matrice est donc sûr et les filets plus résistants. La vérification capteur écarte les pièces défectueuses.
En bref
Le taraudage en matrice déplace le taraudage dans la presse et réduit la production à une étape. Les unités AR340 et AR810 l'assurent pour la plage M3–M10.