Die Integration einer In-Die-Einheit in ein Folge- oder Transferwerkzeug ist mit der richtigen Planung schnell erledigt. Dieser Artikel behandelt Montagerichtung, Pressen-Sync und Signalprüfung aus Engineering-Sicht.
Vorbereitung der Integration
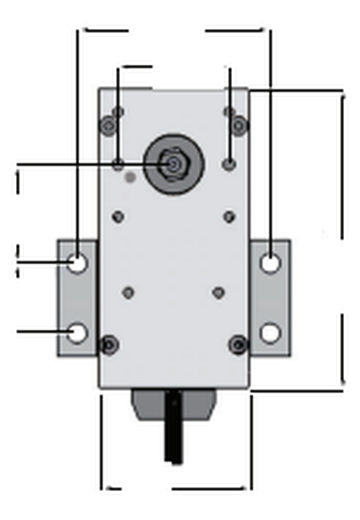
Die Integration beginnt mit der Positionierung der Gewindestation im Werkzeug. Körpermaß, Hubweg und Anschlusspunkte sollten vorab in die Werkzeugkonstruktion einfließen. Ein Nachrüsten als zusätzliche Station ist möglich.
Montagerichtung
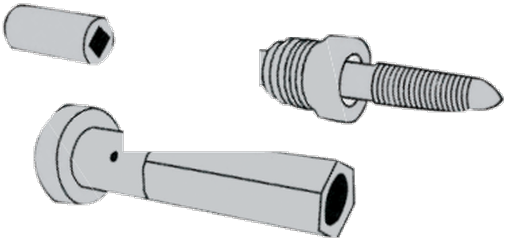
Einheiten lassen sich vertikal oder horizontal montieren. Die Richtung richtet sich nach der Gewindeachse am Teil und dem freien Raum im Werkzeug. Standardadapter ermöglichen schnellen Anschluss.
- Vertikale Gewindeachse → vertikale Montage
- Seitenflächengewinde → horizontale Montage
- Zugang für Luft- und Elektroleitungen
- Servicefreiraum für Wartung
Pressen-Synchronisation
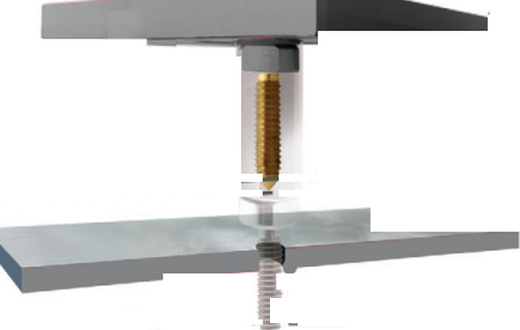
Die Einheit synchronisiert sich automatisch bis 32 SPM. Da das Gewinden hubunabhängig ist, bekommt jedes Gewinde auch auf schnellen Linien genug Zeit. Parameter werden am LCD-Panel eingegeben.
Signalprüfung
In jedem Zyklus bestätigt ein Sensorsignal das erfolgreich geformte Gewinde. Bei einem Fehler wird das Teil markiert oder ausgeschleust; Qualität wird dokumentiert und Ausschuss minimiert.
Tempo vor Ort
Eine gut geplante Integration lässt sich auch an einem bestehenden Werkzeug rasch umsetzen. Inbetriebnahme und Schulung übernehmen wir.