In-Die-Gewinden ist ein Verfahren, bei dem Gewinde in ein gepresstes Blechteil eingebracht werden, ohne dass das Teil das Werkzeug verlässt. Dieser Artikel behandelt das Funktionsprinzip, den Unterschied zum klassischen Gewinden und die Vorteile.

Was ist In-Die-Gewinden?
In der klassischen Produktion wird das Blechteil zuerst in der Presse geschnitten und geformt, dann auf einer separaten Maschine gewindet. In-Die-Gewinden entfernt diesen zweiten Schritt: Die Einheit wird direkt ins Werkzeug integriert und das Teil in der Presse fertiggestellt.
Wie funktioniert es?
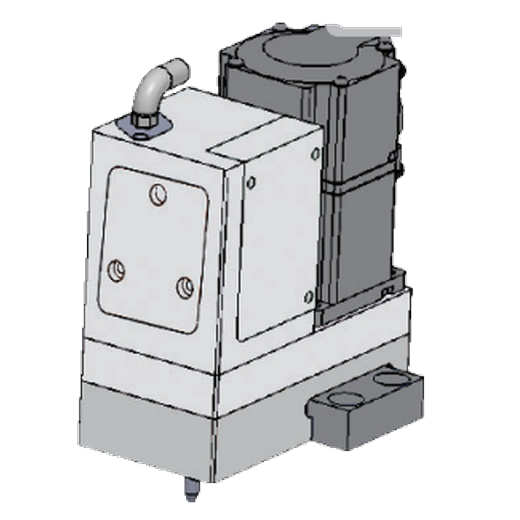
Die servogetriebene Einheit arbeitet unabhängig vom Pressenhub. Sobald die Presse das Teil positioniert, greift die Einheit ein und formt das Gewinde mit einem Formbohrer. Der Zyklus besteht aus wenigen elektronisch gesteuerten Schritten:
- Synchronisation mit der Presse (bis 32 SPM)
- Servomotor steuert jede Gewindesteigung
- Gewindeprüfung per Sensorsignal
- Bohrer zieht schneller zurück als vor
Unterschied zur klassischen Methode
Beim klassischen Gewinden verlässt das Teil die Presse, wird gehandhabt, auf einer zweiten Maschine neu positioniert und gewindet. Jedes zusätzliche Spannen bedeutet Zeit und Risiko von Positionsfehlern. Beim In-Die-Gewinden bewegt sich das Teil nicht; die Genauigkeit garantiert das Werkzeug.
Wesentliche Vorteile
Ein Arbeitsgang; weniger Arbeit, weniger Handling und keine Zweitmaschine. Da der Formbohrer keine Späne erzeugt, ist der Einsatz im Werkzeug sicher und die Gewinde sind fester. Die Sensorprüfung hält fehlerhafte Teile von der Linie fern.
Kurz gesagt
In-Die-Gewinden verlagert das Gewinden in die Presse und reduziert die Produktion auf einen Schritt. AR340 und AR810 bieten dies für den Bereich M3–M10.