Kompakt-Serie
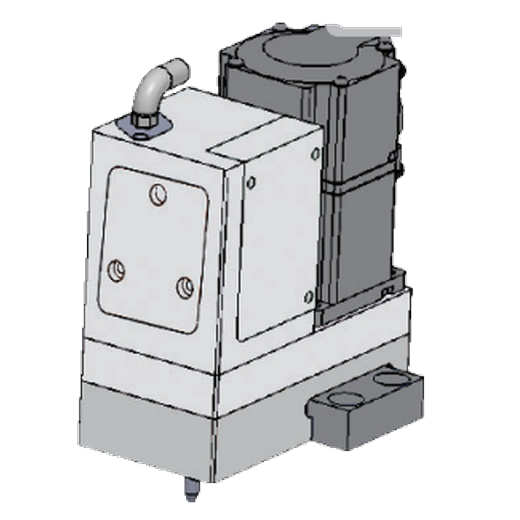
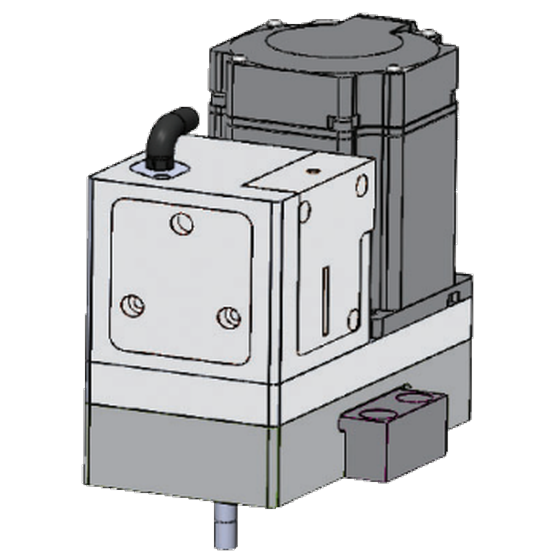
AR340
DKM · AR340-V1Kompaktes Modell für kleine Gewinde und enge Mittenabstände. M3–M4, 400 W Servo, schneller Werkzeugwechsel.
Gewindebereich
M3–M4
Leistung
400 W
Drehzahl
3000
SKU · ARK-AR340
Alle technischen Daten