Compact Series
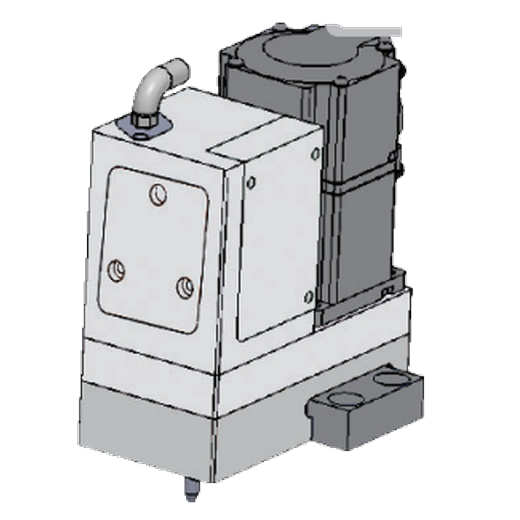
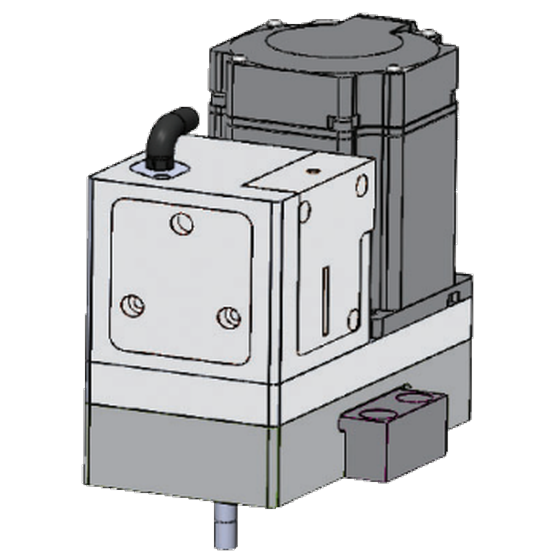
AR340
DKM · AR340-V1Compact model for small thread sizes and tight center distances. M3–M4 threads, 400 W servo, fast tap change.
Thread Range
M3–M4
Power
400 W
Speed
3000
SKU · ARK-AR340
See all technical specs