Only roll (form / fluteless) taps should be used in in-die operation. But why? This article looks at how a roll tap differs from a cutting tap and its effect on strength, surface quality and tool life.
Cutting vs. forming: two approaches
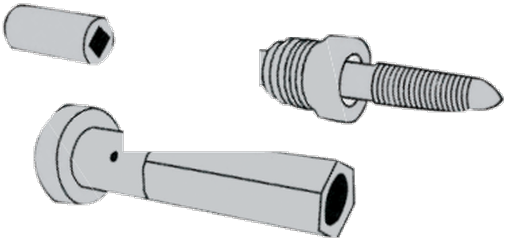
A cutting tap forms a thread by removing material as chips. A roll (form) tap instead displaces the material under pressure without removing it — so it produces no chips. This fundamental difference is decisive in in-die operation.
Why is it mandatory in the die?
A cutting tap makes chips. Chips inside the die damage both the die and the unit, cause jamming and part defects. Because a roll tap produces no chips it works safely in the in-die environment.
- Chipless process — the die stays clean
- Higher thread strength
- Longer tool life
- Smooth, burr-free surface
Strength and surface quality
In forming the material fibers are not cut but redirected to the thread form. This gives a more continuous internal structure and higher tensile strength. The surface is also noticeably smoother than with a cutting tap.
Practical tips
The correct pilot-hole diameter is critical; for forming the pilot hole is slightly larger than for cutting. Proper lubrication and a coating matched to the material significantly extend tool life.
Important
The AR340 and AR810 units must be used with roll taps only. A cutting tap creates chips in in-die operation and causes damage.