Integrating an in-die tapping unit into a progressive or transfer die is a fast job with the right planning. This article covers mounting orientation, press synchronization and signal verification from an engineering view.
Preparing for integration
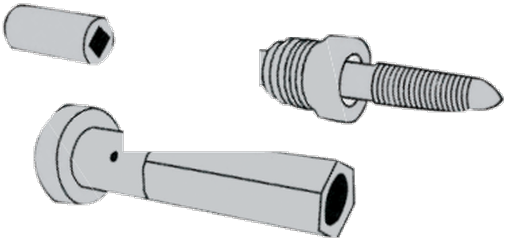
Integration starts by positioning the tapping station in the die. The unit's body size, stroke distance and air/electrical connection points should be designed into the die in advance. It can also be retrofitted as an added station to an existing die.
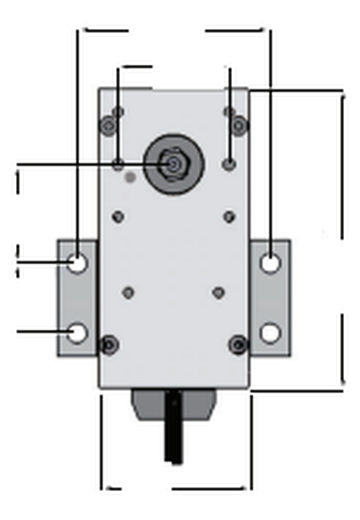
Mounting orientation
Units can be mounted vertically or horizontally. Orientation is chosen by the thread axis on the part and the free space in the die. Standard adapters give fast connection to most press and die types.
- Vertical thread axis → vertical mount
- Side-face thread → horizontal mount
- Access for air and electrical lines
- Service clearance for maintenance
Press synchronization
The unit auto-synchronizes with the press up to 32 SPM. Because tapping is independent of the press stroke, every thread gets enough time even on high-speed lines. Parameters are entered from the LCD panel.
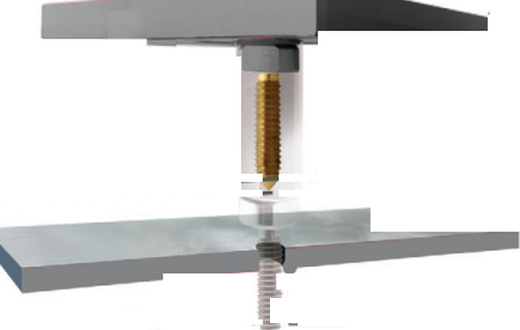
Signal verification
On every cycle a sensor signal confirms the thread was formed successfully. When a faulty thread is detected the part is marked or removed from the line, so quality is recorded and scrap is minimized.
Speed on site
A well-planned integration can be applied even to an existing die in a short time. We handle commissioning and operator training.